ETALON LASERTRACER-NG
Measuring in space with sub-micron accuracy

The LaserTRACER-NG was developed for calibration, monitoring and accuracy enhancement of measuring machines and machine tools. It is a self-tracking laser interferometer that automatically tracks a reflector, and hence allows for the identification of geometrical deviations with highest precision.
Unrivaled accuracy
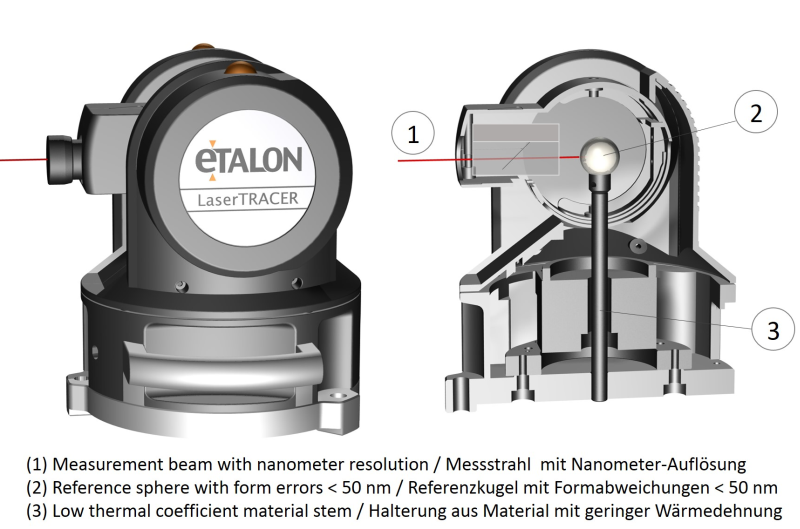
In contrast to conventional measurement devices, the LaserTracer features an unprecedented accuracy of the center of rotation thanks to a patented measurement technique: A sphere with a form deviation of just 50 nanometers is used as an optical reference for the interferometer. As a consequence, the mechanical errors of the rotation and swivel axes are fully compensated.
The measurement process: fast and effective
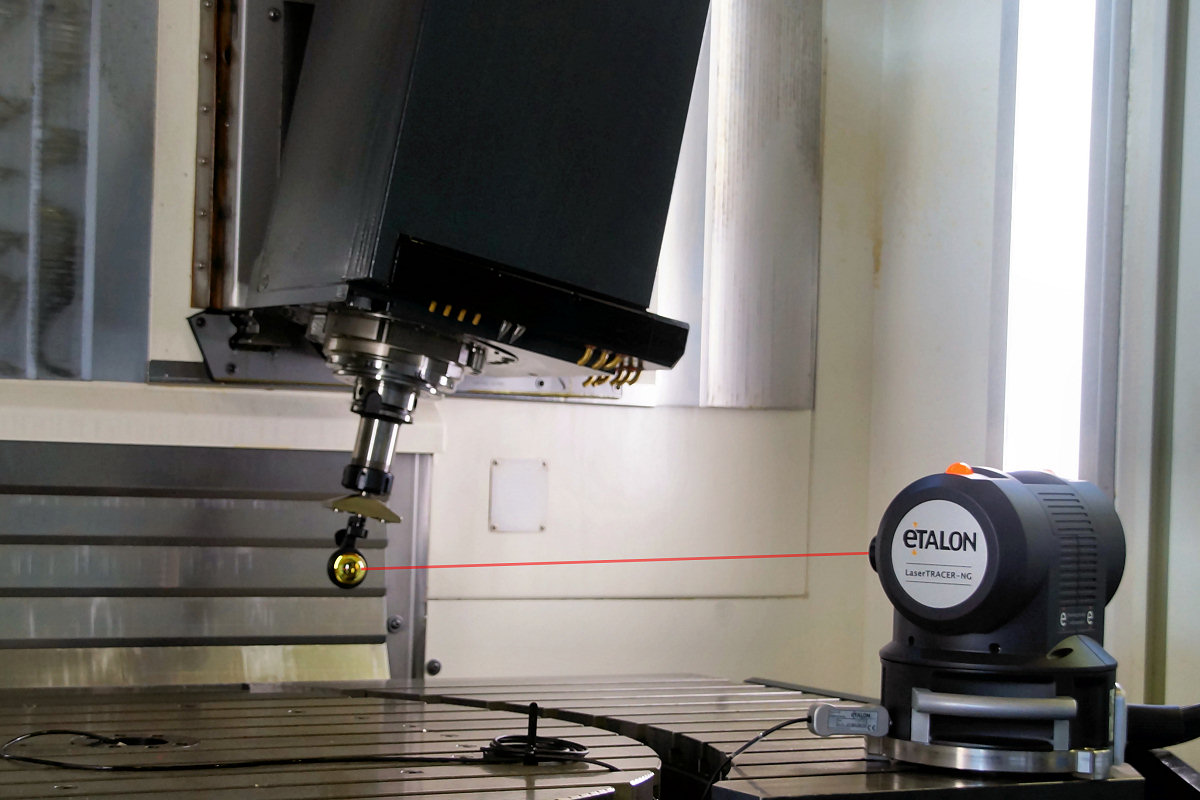
For measurement execution, the LaserTracer is stationary placed at several different positions inside the working volume of the machine. Then, the reflector is mounted to the tool or probe. In the following automated measuring process, the LaserTracer tracks the actual path of the machine in its entire working volume. Meanwhile, the system acquires highly precise measurement values that are processed by our software packages TRAC-CAL and TRAC-CHECK for calculating and analyzing the machine errors with sub-micron accuracy.
TRAC-CAL: Calibration of CMMs and machine tools
The user-friendly software TRAC-CAL guides the operator through the measurement process. Combined with the LaserTracer, the software determines all systematic geometrical deviations of coordinate measurement machines and machine tools. This includes position deviations, straightness deviations, rotational deviations (pitch, yaw, roll), and the squareness of axes to one another.
TRAC-CHECK: Testing of CMMS and machine tools according to standards
By using the LaserTracer in combination with the Software TRAC-CHECK, it is possible to determine within 30 minutes if a machine is still within the specification or if it needs maintenance or error compensation. The patented method allowing for automatic alignment of the laser beam reduces measurement time significantly.
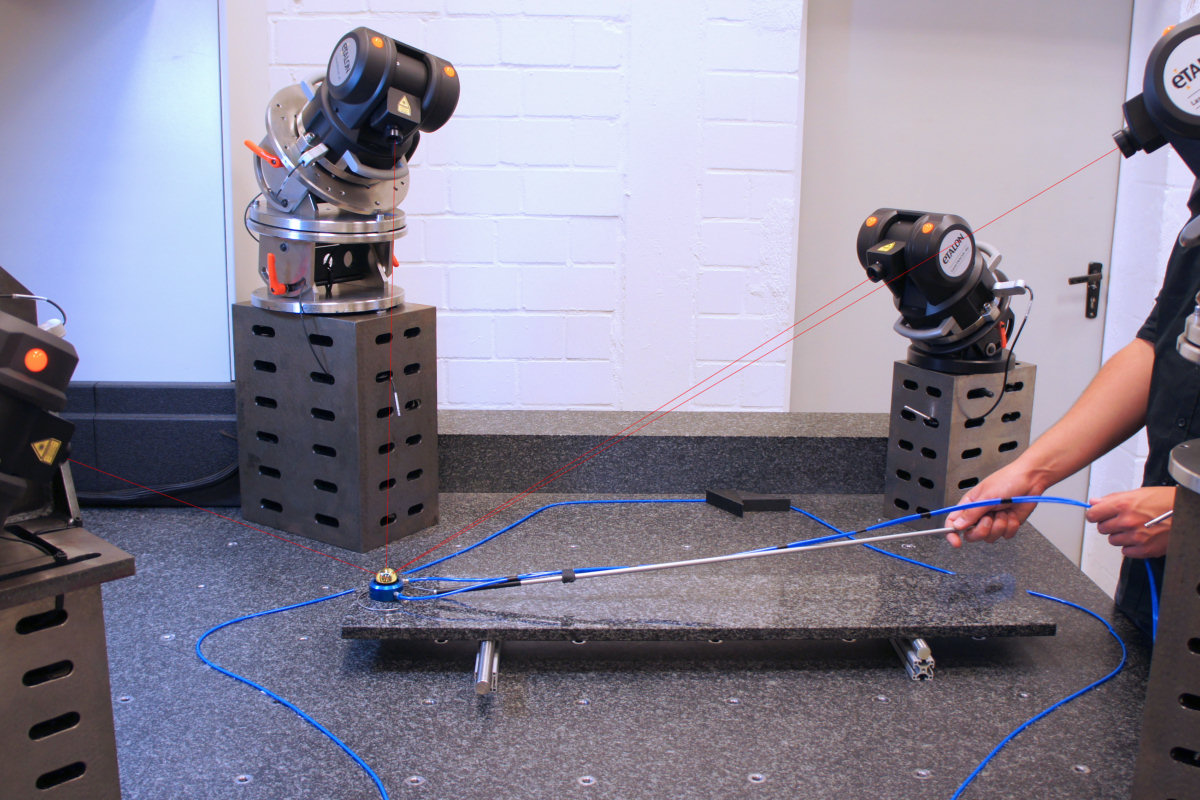
MULTITRACE: Real-time multilateration for highest precision and dynamic resolution
For applications requiring highest spatial precision and dynamic resolution, four electronically coupled LaserTracers are used, forming a real-time multilateration system with a short-term data rate of up to 50 kHz (1000 Hz continuous) and sub-micron-accuracies.
Do you wish further information? Contact us!





- Simple Testing, calibration and volumetric compensation of CMMs and machine tools
- Minimum time expenditure compared to conventional measurement devices (reference standards or ordinary laser interferometers
- Automatic transfer of correctional data to the machine’s control software (conventional or volumetric)
- Measurement of spatial distances with unprecedented accuracy
- Combined application of four LaserTracers generates unmatched combination of spatial accuracy and dynamic resolution
- Highly precise calibration of CMMs
- Efficient calibration of machine tools
- Testing of CMMs and machine tools according to standards
- Increase of accuracy on multi-axis-machines with the help of volumetric compensation
- Very accurate dynamic measurement with real-time multilateration
CASE STUDY: VOLUMETRIC COMPENSATION FOR MACHINING OF LARGE IMPELLERS
Case Study of the Volumetric Compensation for 5-6 Axes-Machines for Impeller Machining.
Download Case Study (PDF, 652 KB)
CASE STUDY: LARGE 5-AXIS MACHINE TOOL WITH HEIDENHAIN CONTROLLER
Case Study of the Volumetric Compensation of a Fooke Endura 905 Linear 5-axis machine tool by KinematicsComp from Heidenhain, powered by the German service company AfM Technology.
Download Case Study (PDF, 652 KB)
CASE STUDY: HORIZONTAL MACHINE TOOL WITH SIEMENS CONTROLLER
Heller sets new standards in absolute volumetric accuracy by calibration with the Etalon LaserTRACER
Download Case Study (PDF, 262 KB)
CASE STUDY: HIGHER PRECISION OF MACHINE TOOLS WITH FANUC CONTROLLERS
The “3D Error Compensation” feature in the 30i and 31i-A5 series FANUC CNC control units can correct geometric machine errors by processing three-dimensional performance data of the total machine volume. The result of error compensation: much higher processing precision.
Download Case Study (PDF, 309 KB)
CASE STUDY: VOLUMETRIC COMPENSATION OF A DROOP+REIN MACHINING CENTER WITH FIDIA CONTROLLER
Machine tools, especially large ones, change during their operation life due to bowing, sagging, wearing, etc. or because of foundation changes. These deviations can be reduced by compensating the mechanics of the machine. However the necessary long down time and the accuracy of the mechanical alignments are not sufficient for today’s requirements. Thanks to modern controller technologies and the Etalon measurement system, most of the geometric deviations can be reduced in a short time. Consequently, production accuracy can be significantly increased, especially for large work pieces.
Voumetric Calibration for Aerospace Application
Published at Modern Machinist, February 2017
Download Article
LaserTRACER for Volumetric Compensation at Konecranes Machine Tool Service
Published at QMT Magazine, June 2015, UK
Download article QMT (PDF, 150 KB)
LaserTRACERs at AUDI in Ingolstadt
Published in QZ, 10/2014.
Download Article QZ (PDF, 600 KB)
Self Tracking Interferometer eliminates Machine Tool Errors
Published in QUALITY ENGINEERING, 2/2014.
| Measuring uncertainty for spatial displacement (95%) | 0.2 µm + 0.3 µm/m |
| Resolution | 0.001 µm |
| Measuring range | 0.2 –20 m (larger machine dimensions are covered by stitching of measurements) |
| Angular range azimuth axis | -225° to 225° |
| Angular range elevation axis | -35° to 85° |
| Weight | 8.5 kg |
| Laser class | 2 M |
| Delivery | flight save transportation boxes |



